
 您的當前位置:
您的當前位置:每一個冷拉異型鋼品種的生產都必須具備熱軋加工和冷加工的全部設計工作
來源:http://www.jyidc.com.cn/news/54.html 時間:2020-07-29
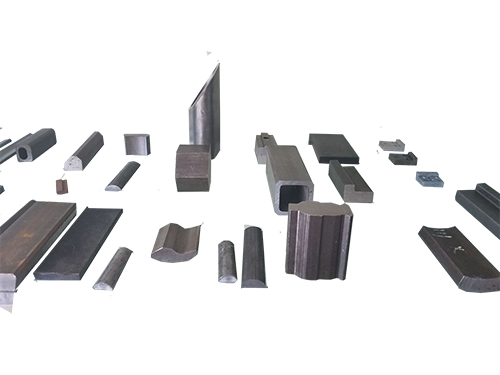
小型冷拉異型鋼材的生產,一般要經過熱軋坯料成型,冷拉加工定型兩大工序,經熱軋坯料成型比用圓鋼直接冷拉減少了冷拉和退火工序。由于采用異型鋼材生產的各種機械零件,可以較大地減少加工工序,節省工時、人力、機床和大量金屬材料,降低成本,因而受到全國各個行業的普遍重視和歡迎,市場的需求量也在不斷增加。相應地也促進了我廠生產異型鋼的不斷發展和提高。熱軋冷拉小型異型鋼的生產主要有兩大關鍵:一是確保提供合乎冷拉生產工藝要求的合格坯料,二是保證獲得準確的尺寸公差和表面光潔度的冷拉成品。
20世紀70年代,我們為軍工新產品試制生產了近200多種軍工、輕重武器、常規武器,殲七殲八飛機等用異型鋼。高難度的大均勻變形,使我們總結并掌握了熱軋和冷拉生產工藝的技術要求。20世紀80年代,我們的生產由軍工生產轉向民用異型鋼。重點生產各種方、扁、橢圓、梯形等幾何斷面的異型鋼品種230余種,為滿足國民經濟建設的發展需要做出了較大貢獻。20世紀90年代,我們為汽車、農機等行業生產的異型鋼上百種,其中汽車搖窗、齒輪的成功生產,獲得全國冶金產品博覽會銀獎。
對熱軋加工坯料,要想獲得合格的坯料斷面尺寸,必須具備佳的孔型系統設計,把難度較大的不均勻變形,盡大可能在熱軋階段完成。因此合理的孔型設計非常關鍵。孔型設計中的成品孔一般采用開口,但對斷面復雜和不均勻變形程度較大的產品,可采用閉口孔型控制軋制。除此之外,還需有嚴格控制軋制的導衛裝置。
冷拉加工關鍵工序
(1)熱軋坯料毛頭的軋頭輥孔型設計;
(2)合理的冷拉工藝規程和各道次的變形尺寸,以此制造模具;
(3)成品精整矯直加工的矯直輥孔型設計。
完成冷拉加工過程必須具備上述三個技術設計工作,即每搞一個冷拉異型的品種,必須具備熱軋加工和冷加工的全部技術設計工作。
軋頭工序的加工,可分為熱、冷兩種加工,一般在斷面大于16 mm2的品種,均采用熱軋頭。16 mm2以下的品種可采用冷軋頭加工。熱軋頭軋輥可采用45#鋼和軸承鋼加工即可使用;冷軋頭軋輥需采用滲碳處理,提高軋輥的硬度,以保證加工。在孔型設計上均采用平-立-平交錯孔型系統,一般軋制次數在3~5道次即可成型。
冷拉道次的安排一般可參照簡單斷面的變形規律,特殊異型斷面鋼材的變形一定要考慮不均勻變形的相對變形量相等,這樣才能保證相對變形的均勻性,以達到各個部位合理的變形。一般冷拉異型材采用熱軋坯料可安排1~2道,采用圓鋼冷拉成型一般可安排4~6道成型。
對冷拉異型鋼成品的精整是后的一個關鍵工序,異型鋼材的成品精整矯直也是難度較大的技術問題。因為異型斷面尺寸,很難為目前采用的機械矯直,提供兩個能垂直受力的加工表面,由于成品的表面和尖角不得受壓傷,使得加工面更不容易選取,一般異型材的生產受限于此道工序。目前均采用對角線的壓力矯直方法,對簡單斷面,如矩型、方型等,均可保證產品的表面和直度達到標準要求,但對復雜的異型斷面產品應采用電阻加熱, 張力矯直方法加以解決。
